







齿轮式回转驱动安装使用说明书
# 安装齿轮式回转驱动前,请阅读此手册。
# 此手册包含齿轮式回转驱动的正确安装和维护所需信息。
# 下列所有工作步骤都需要专业人员进行操作。
# 如有技术问题,请立即与本公司售后服务联系。
1. 运输、搬运和贮藏
1.1. 运输、搬运
运输时请保持齿轮式回转驱动包装箱按规定方向放置,避免碰撞;搬动时请戴上工作手套并谨慎操作;齿轮式回转驱动一般外圈都有螺纹孔,必须使用3个及以上吊环利用起吊装置安全搬运。
1.2. 贮藏
贮藏时请保持齿轮式回转驱动包装箱按规定方向放置,存放于通风、干燥的场所,在封闭包装中,产品防锈周期6个月,若需更长时间存放,请采取特殊保护措施。
2. 安装与维护
2.1. 安装准备事项:
检查齿轮式回转驱动是否有物理损坏;清洗齿轮式回转驱动和连接支架,清理支承面上的杂质(如:铁屑,毛刺,油漆,焊渣等)。
2.2. 清洗齿轮式回转驱动安装面的防锈油:
用清洗液(如:柴油,汽油等)清洗安装面外部,清洗液不能对橡胶密封件性能形成破坏;请遵守清洗液的使用规定做好工作人员的保护。
2.3. 螺栓选择:
本公司不推荐和提供装配螺栓,以下条款仅供参考:
a.请正确选用螺栓规格,型号及性能等级。
b.螺栓级别不低于8.8级。
c.螺栓旋入螺孔长度一般为2倍螺栓公称直径。
d.不允许螺栓旋出螺孔外面,否则可能会引起干涉,损坏机件。
e.若超出允许安装面的接触应力,请使用合适高强度的垫圈。
2.4. 螺栓拧紧力矩:
下表仅供参考:
螺栓规格 | 拧紧力矩(N.M) | 螺栓规格 | 拧紧力矩(N.M) | ||||
8.8 | 10.9 | 12.9 | 8.8 | 10.9 | 12.9 | ||
M4 | 2.25 | 3.31 | 3.87 | M16 | 168.00 | 246.00 | 288.00 |
M5 | 4.16 | 6.77 | 7.92 | M18 | 229.00 | 336.00 | 394.00 |
M6 | 7.80 | 11.50 | 13.40 | M20 | 327.00 | 481.00 | 562.00 |
M8 | 19.10 | 28.00 | 32.80 | M22 | 450.00 | 661.00 | 773.00 |
| M10 | 38.00 | 55.80 | 65.30 | M24 | 565.00 | 830.00 | 972.00 |
| M12 | 66.50 | 97.70 | 114.00 | M27 | 837.00 | 1230.00 | 1439.00 |
| M14 | 107.00 | 156.00 | 183.00 | M30 | 1131.00 | 1661.00 | 1944.00 |
2.5. 安装齿轮式回转驱动:
请遵守以下程序,以避免螺栓拧紧时产生的内应力及安装问题。
a.在螺纹处添加螺纹紧固胶水。
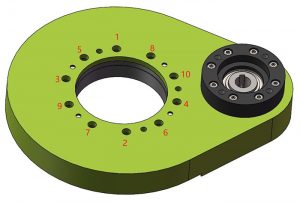
b.预紧螺栓及垫圈,应交叉拧紧;螺栓如拧紧顺序见下图;从内圈或外圈开始,将所有螺栓进行对角扭紧至 30%拧紧力矩,然后重复对角扭紧至 50%拧紧力矩,最后对角扭紧至 100%拧紧力矩。
c.安装螺栓上齐上全,不得漏装。如遇结构限制不能上齐螺栓时,则螺栓孔必须作密封处理,如塞满硅胶,否则会漏水和灰尘到回转式减速器内。
d.安装螺栓应考虑螺纹啮合长度,不宜过长,否则影响回转支承转动或引起干涉。
e.螺栓拧紧后,请在螺栓头和其连接处划线做标记,这便于以后检查螺栓是否松动。
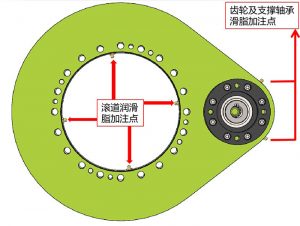
2.6. 齿轮式回转驱动润滑:
产品出厂前已对重要部位进行润滑,正常加注美孚EP2油脂,我们推荐,安装时根据实际情况决定是否再加入润滑酯。
a.回转支承滚道,出厂前已经加注了润滑脂。
b.齿轮与回转支承啮合处,出厂前已经加注了润滑脂。
c.支撑齿轮的轴承,出厂前已加注了润滑脂。
2.7. 再次润滑间隔时间:
再润滑间隔时间主要取决于当前的工作和环境条件。
精确的再润滑间隔时间只能通过实际工作条件下的试验来决定。
在没有可参照的情况下,可参考下表:
工 作 条 件 | 加注润滑脂时间 |
| 车间,工业定位器(转台/机器人等) | 每年一次 |
| 野外恶劣工况(如起重机、风力装置、太阳能装置及高空作业平台等) | 每年一次 |
| 恶劣气候条件,海上/沙漠/极地气候/脏乱环境/每周连续工作超过70小时 | 6个月一次 |
| 极端条件下(掘进机,钢厂,油田) | 2个月一次 |
如需下载或打印此文件,请点击下载
上一篇: 齿轮式回转驱动为什么要使用螺纹紧固胶

